
Die Norm EN 13445-4 erfüllt die Anforderungen von Anhang I Abschnitt 3.1.2 der DGRL für dauerhafte Verbindungen wie z. B. Schweißverbindungen und verweist auf harmonisierte Normen für WPQR und WPS, darin heisst es:
- Die Eigenschaften der Verbindung müssen denen der zu verbindenden Werkstoffe entsprechen.
- Sie müssen unter Anwendung technisch geeigneter Verfahren durchgeführt werden.
- Bei Druckgeräten der Kategorien II, III und IV müssen die Verfahren von einer zuständigen unabhängigen Stelle zugelassen sein.
Der Hersteller muss für alle Schweißnähte Schweißverfahrensanweisungen (WPS) gemäß EN ISO 15609 erstellen. Die in der Fertigung zu verwendenden Schweißverfahrensanweisungen müssen unter Bezugnahme auf ein geeignetes WPQR qualifiziert werden.
Die harmonisierte Norm EN 13445-4 für Druckbehälter verweist im Wesentlichen auf die folgenden beiden Normen für diese Qualifizierung von Schweißverfahren:
- EN ISO 15613: „Spezifikation und Qualifizierung von Schweißverfahren für metallische Werkstoffe – Qualifizierung auf der Grundlage von Schweißversuchen vor der Produktion“
- EN ISO 15614-1: „Spezifikation und Qualifizierung von Schweißverfahren für metallische Werkstoffe – Teil 1: Lichtbogen- und Gasschweißen von Stählen sowie Lichtbogenschweißen von Nickel und Nickellegierungen“
Für andere Schweißnähte als druckführende Schweißnähte, die direkt an Druckbehältern angebracht sind, z. B. Bodenringe, Stützfüße usw., können Schweißverfahrensanweisungen akzeptiert werden, sofern Schweißverfahrenszulassungsunterlagen vorliegen, die gemäß EN ISO 15611 und EN ISO 15612 erstellt wurden.
Der Hersteller muss über eine qualifizierte Schweißverfahrensanweisung (WPS) verfügen, die auf den Betriebsbedingungen und Konstruktionsanforderungen für die Druckgeräte basiert, z. B. verwendete Werkstoffe, Materialdicke, Betriebsbedingungen, Wärmebehandlungen.
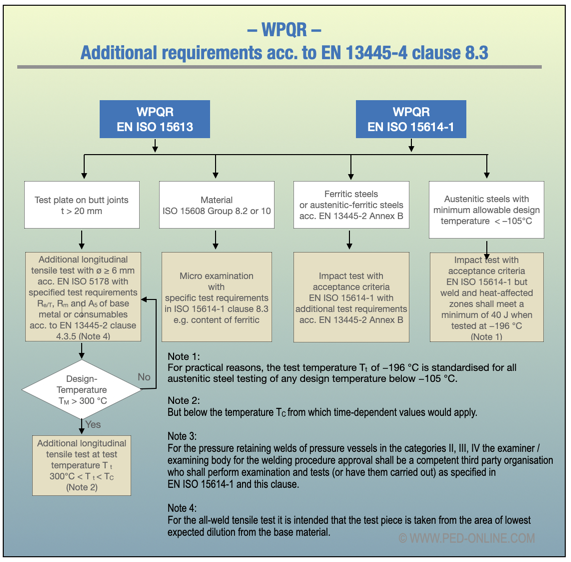
Zusätzliche Anforderungen an die Schweißverfahrensprüfung (WPQR) gemäß EN 13445-4, Abschnitt 8.3
Die Norm EN 13445-4 enthält in Abschnitt 8.3 zusätzliche Anforderungen zu den oben genannten Normen für die Schweißverfahrensprüfung:
- Längszugversuch gemäß EN ISO 5178 mit einem Durchmesser ø > 6 mm an einer Stumpfnaht mit einer Blechdicke t > 20 mm.
- Re/T, Rm und A5 müssen den spezifischen Prüfvorschriften für den Grundwerkstoff oder die Schweißzusätze gemäß EN 13445-2, Abschnitt 4.3.5, entsprechen
- Für die Vollnaht-Zugversuchsprüfung ist vorgesehen, dass das Prüfstück aus dem Bereich mit der geringsten zu erwartenden Vermischung des Grundwerkstoffs entnommen wird oder andere relevante Werte, die bei der Konstruktion ausdrücklich berücksichtigt wurden (z. B. austenitischer Schweißzusatzwerkstoff in Kombination mit 9 %-Nickelstahl).
- Es ist wichtig, dass besondere Rücksicht genommen wird, wenn die mechanischen Eigenschaften der Schweißnaht konstruktionsbedingt unter denen des Grundwerkstoffs liegen, z. B. bei 9 %-Ni-Stählen, die mit austenitischem Schweißzusatzwerkstoff geschweißt wurden.
- Liegt die Auslegungstemperatur über 300 °C, so ist die Prüfung bei einer Temperatur über 300 °C durchzuführen, jedoch unterhalb der Temperatur, ab der zeitabhängige Werte gelten würden;
- Mikroskopische Untersuchung für die Werkstoffgruppen 8.2 und 10 nach EN ISO 15608:
- Die Untersuchung muss eine angemessene Mikrostruktur nachweisen
- Ferritgehalt für die Werkstoffgruppen 8.2 und 10 nach EN ISO 15608:
- Der Ferritgehalt in der Wärmeeinflusszone (HAZ) muss zwischen mindestens 30 % und höchstens 70 % liegen. In der Hochtemperatur-HAZ, in einem Abstand von etwa der doppelten Korngröße von der Schmelzgrenze, muss der Ferritgehalt 85 % oder weniger betragen. Werden austenitisch-ferritisch abgestimmte Schweißzusätze verwendet, muss der Ferritgehalt im Schweißgut ebenfalls zwischen 30 % und 70 % liegen. Der Ferritgehalt ist metallografisch zu bestimmen. Werden nicht abgestimmte Schweißzusätze (d. h. austenitische) verwendet, entfällt die Anforderung an den Ferritgehalt im Schweißgut.
- Kerbschlagprüfung
- Die Prüfung und die Abnahmekriterien müssen der Norm EN ISO 15614-1 entsprechen;
- darüber hinaus gilt Folgendes:
- ferritische und austenitisch-ferritische Stähle: Es gelten die Anforderungen an die Kerbschlagprüfung gemäß EN 13445-2, Anhang B;
- austenitische Stähle: Liegt die Mindestauslegungstemperatur TM des Bauteils unter –105 °C, müssen die Schweißnaht und die Wärmeeinflusszone bei einer Prüftemperatur von –196 °C mindestens 40 J erreichen.
Aus praktischen Gründen ist die Prüftemperatur von –196 °C für alle Prüfungen an austenitischen Stählen mit einer Auslegungstemperatur unter –105 °C standardisiert.
Bei allen Prüfstücken ist es dem Hersteller gestattet, die Herstellung der Prüfstücke und deren Prüfung an Subunternehmer zu vergeben, nicht jedoch das Schweißen der Prüfstücke.
Weiterführende Informationen
Fachbeitrag: EN ISO 15614-1 – Geltungsbereich für Werkstoffgruppen EN ISO 156108
